Calibrar o extrusor

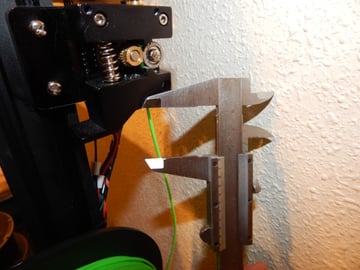
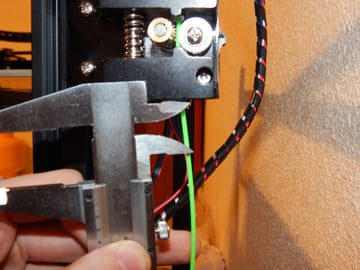
medir 120mm e marcar o filamento com origem no inicio do extrusor
Executar os comandos gcode
G1 E100 F100
medir novamente do extrusor até a marca do filamento
Correr o comando M503 ele vai devolver um valor.
encontre a linha M92 E e verifique o valor que está no final este e o valor atual
passos por mm
Formula
120- valor medido do extrusor a marca= valor total da extrusão
Passos / Valor actual extruido = valor correcto de passos por mm
agora
M92 Evalor correcto de passos por mm
para guardar
M500
para confirmar se o valor foi guardado
M503
para confirmar se ficou tudo bem
voltar a marcar 120m e
G1 E100 F100
Fonte dos dados

Comentários